Drum blast machine
These are highly modern machines based on an old, proven principle. Thanks to many new technical details, the new AGTOS drum blast machines are impressive.
This type of machine is ideal for processing bulk materials. Compared to the widely used troughed belt principle, there are important advantages: as the drum is made from a single piece, transitions from moving to fixed machine parts are avoided. This prevents parts from becoming jammed. In addition, drums are easier to empty completely, which prevents individual workpieces from being processed twice.
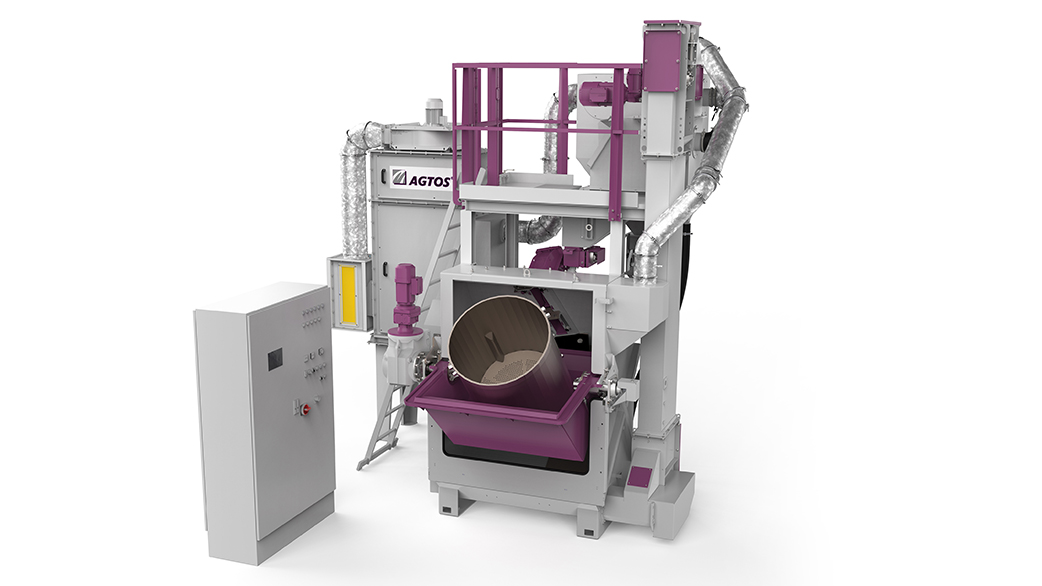
For reasons of wear resistance, perforated manganese steel is used. The size of the holes depends on the dimensions of the workpieces and the grain size and quantity of the abrasive flowing off. Sophisticated design devices favour the mixing of the parts.
Drum blast machines Product programme
The determination of the suitable machine concept depends, among other things, on your workpieces, the required performance and, last but not least, your ideas regarding an optimised production process.
| Technical data | TS 50 | TS 150 | TS 300 | TS 500 |
|---|---|---|---|---|
| Drum volume (l) | 50 | 150 | 300 | 500 |
| High performance turbine (quantity) | 1 | 1 | 1 | 1 or 2 |
| High-performance turbine (kW) | 7.5 | up to 15 | up to 22 | up to 30 |
| abrasive conveyance | screw | screw | screw | screw |
| max. room diagonal of the workpieces (mm) | 150 | 400 | 450 | 450 |
| Cartridge filter unit (standard) | PF 4-04 | PF 4-06 | PF 4-09 | PF 4-09 or PF 4-12 |
| Volume capacity of the cartridge filter system (m3/h) | 1250 | 2000 | 2600 | 2600 or 4500 |
If the task cannot be solved with a standard machine, we can offer you a customised machine concept.
Please send us your detailed enquiry. Our experienced team will be happy to help you.
Operating sequence for barrel blast machines
The workpieces are placed in a standard factory container. This is placed in a feeder or emptied directly. The feeder is lifted and reaches the machine door, which opens immediately. Once at the correct height, the feeder swivels and unloads the workpieces into the drum. This process can be carried out very carefully, depending on the sensitivity of the workpieces. It can be controlled by PLC or manually. This prevents damage. The drum is in the loading position at this point. Before the blasting process, the machine door closes and the drum swivels into an ideal position in front of the high-performance turbine. At the same time, it rotates on its own axis.
The blasting process begins and continues until all workpieces have been thoroughly mixed and blasted all round. The inside of the blasting chamber is lined with materials that are highly resistant to the steel blasting medium. The primary lining in the direct blasting area of the high-performance turbines consists of high-strength, replaceable steel plates. During the blasting process, the door remains tightly closed and can only be opened again once the blasting chamber is dust-free. This takes approx. 10-15 seconds. The dust generated during the blasting process is extracted by a slight vacuum and separated in the associated filter system.
After the blasting process, the drum swivels into the unloading position. Here too, the quantity of workpieces and the intensity of the discharge can be defined by means of a metered discharge. The blasted workpieces are conveyed to a sieve conveyor, which separates them from the remaining blasting medium and transports them to waiting workpiece collection containers.