
Casting cleaning - meaning and procedure for cleaning and reworking cast parts
What does casting cleaning mean?
Cast workpieces are further processed after solidification until a finished product is produced. All processing steps between solidification and dispatch are summarised under the term cleaning. A further distinction is made between rough cleaning and fine cleaning. Rough cleaning always takes place after solidification. Fine cleaning is often outsourced for cost reasons. During rough cleaning, the workpieces are removed from the mould and the sand is removed. The sprue system is also separated from the workpiece by hand. Burrs and edges must then also be removed. This can be done manually, with punches or with blasting machines.
Casting cleaning is a cost-intensive work step in the foundry because it can only be automated to a limited extent and requires a great deal of experience and skill on the part of the employees. In order to reduce unit costs, designers try to design components in such a way that the machining effort is minimised or automated processes can be used in series production.
From the melt to the workpiece
Casting is a primary moulding process in which metal is liquefied and poured into moulds. The metal solidifies in the negative mould and is then further processed into a finished workpiece. Foundries use different materials and casting processes to produce components for a wide range of industries.
Road vehicle construction is the most important customer sector for foundries. Cast components can be found in all areas of vehicles. Here, cast aluminium and cast magnesium are mainly used to make vehicles lighter. The mechanical engineering industry is the second most important customer sector for cast components after road vehicle construction. Depending on the intended use, workpieces are manufactured from cast steel or cast iron. Wind turbines would be inconceivable without cast parts such as hubs. But the aerospace industry cannot do without cast parts either. For this industry, components for engines are mainly made of titanium, which can withstand the special loads.
The casting process leads to very precise and dimensionally accurate results, but further processing is always necessary. The moulds, cores and the process itself result in edges and burrs, residues on the surface (scale) and small sand particles, which have to be removed by machine and sometimes by hand during cleaning. In series production, the blasting process is used to carry out this work precisely, quickly and cost-effectively.
First steps in casting post-processing
Different production processes are used in foundries. Each foundry specialises in certain materials and workpieces. The basis of every cast component is the mould. The molten metal is poured or pressed into the mould and solidifies in it. A distinction is made between permanent moulds and lost moulds. Permanent moulds, such as chill moulds, can be used over a longer period of time, while lost moulds made of sand or ceramic are destroyed during demoulding. Each moulding process has advantages and disadvantages and depends on the material used and the intended use of the components.
Chill moulds have the advantage that the melt solidifies in a metal mould and no foreign substances such as sand contaminate the surface. However, burrs are produced in the mould's parting areas which have to be removed manually.
In classic sand moulds, the workpieces must be removed from the mould after solidification. Coarser deposits of sand are removed manually or equipment such as vibrating grates are used to break up the sand. This work step often also involves the manual removal of gates and risers. The moulding material can be reprocessed and reused. What remains are castings with burrs and edges, soiling from sand and production residues or even surface defects.
Various methods are used during cleaning to correct casting defects. The choice of method depends on the material and the type of defect. Common methods include soldering, welding, filling, metal spraying and impregnation.
Casting cleaning in detail
Cast components undergo a long process before they leave the factory. After the cast parts have been roughly unpacked from the respective mould, they have to be deburred, descaled or desanded. The typical surface of a cast part is only created after these work steps.
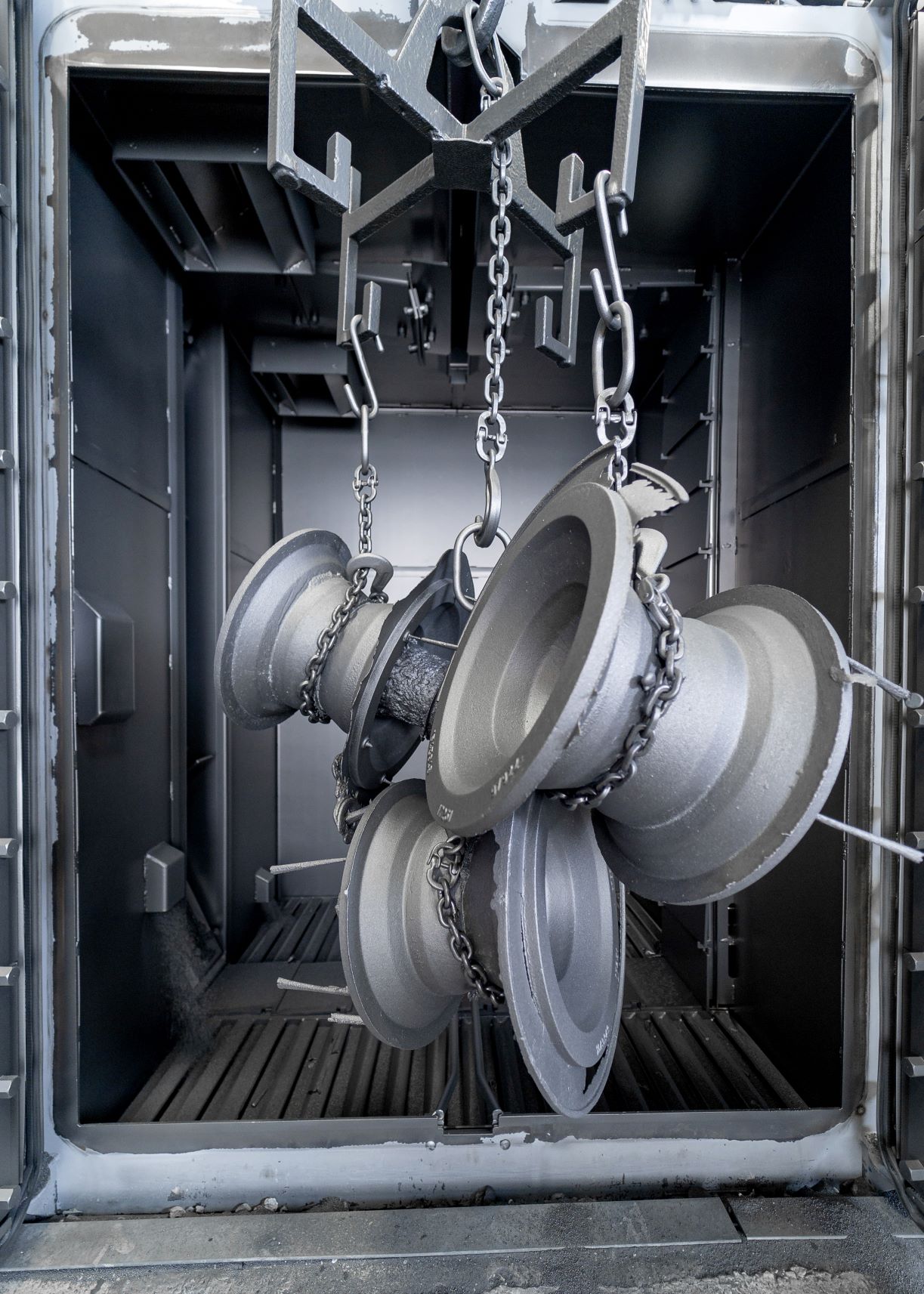
As casting cleaning is associated with high costs, attempts are made to automate this process step as far as possible. Wire mesh conveyor shot blast plants or hanger type shot blast plants are therefore used, which are often found in foundries. The machines and abrasives are matched to the process in order to achieve the desired result. Different abrasives are used depending on the material and application. Fine sand residues or scale are removed from the metal surface in the plant. Burrs and edges are smoothed by the abrasive, making manual reworking unnecessary.
In die casting, the casting process is fully automated. Shot blast plants can therefore be optimally integrated into the production process. Workpieces can be automatically fed into a shot blast plant using robots.
During the blasting process, the workpieces are placed on a conveyor belt or moved into the plant by hanger. In the steel chamber, high-performance turbines accelerate an abrasive that hits the parts from different sides and processes the surface. The process length is set so that the workpiece has the desired surface quality at the end.
Blasting is a sustainable process because the steel abrasive is circulated until a defined degree of wear is reached. Used blasting material is ejected from the machine and new material is automatically added.
Conclusion
Casting is one way of producing finished workpieces from metals. However, this process often requires subsequent machining of the castings, which is usually done manually. This leads to high labour costs and therefore high unit prices. To reduce these costs, shot blast plants can be used to partially or fully automate the cleaning process. The selection of the right shot blast plant depends on various factors, such as the workpieces, the desired surface quality, the spatial conditions, the required performance and, of course, your own ideas of an optimal production process. If a standard machine is not sufficient to fulfil the requirements, customised machine concepts are the best solution for companies. Shot blast plants also reduce unit costs, as the blasting process can be partially or fully automated.